
Com a sequência de nossa série sobre as ferramentas de qualidade, hoje iremos falar sobre Estratificação.
Estratificar nada mais é do que separar os dados em grupos. Uma dúvida que pode surgir quando avaliamos a qualidade de peças produzidas é se a variação é a mesma para nossas duas linhas de produção, nesse caso a variável de estratificação.
Continue acompanhando para aprender sobre a quinta ferramenta da qualidade!
Os conteúdos anteriores você pode conferir acessando os links a seguir:
Conheça as principais ferramentas da qualidade
Conheça as principais ferramentas da qualidade: Distribuição (histograma e dot-plot)
Conheça as principais ferramentas da qualidade: Gráfico de Pareto
Conheça as principais ferramentas da qualidade: Gráfico de Dispersão
Conheça as principais ferramentas da qualidade: Diagrama de Causa e Efeito
Nova Apostila White Belt
Apostila totalmente gratuita para nossos alunos obterem uma experiência ainda melhor enquanto fazem o curso de Lean Six Sigma White Belt; ela conta com ilustrações próprias, identidade visual da escola e nova diagramação para melhor compreensão do conteúdo pelo aluno!
Estratificação
Estratificar é agrupar elementos com as mesmas características, ou seja, itens iguais ou muito semelhantes, tendo causas e/ou soluções comuns.
O objetivo é encontrar padrões que auxiliem na compreensão dos mecanismos causais e variações de um processo.
Para dado dados contínuos, a estratificação seria a criação de classes de frequência.
Para dados discretos, a estratificação seria a definição de variáveis ou parâmetros que filtrem os dados ex.:
- data/hora
- Lote
- Fornecedor
- Turno
- Operador
Para que se usa?
Dividir um grupo heterogêneo em subgrupos homogêneos internamente (estratos) e heterogêneos entre eles.
Permitir melhor entendimento do problema.
Tipos de Estratificação
Tempo: Os resultados relacionados com o problema são diferentes de manhã, à tarde ou a noite?
Local: Os resultados são diferentes nas linhas de produção?
Indivíduo: Os resultados são diferentes dependendo do operador do processo?
Exemplo de aplicação
No caso anteriormente apresentado em nosso ultimo post, sobre duas linhas de produção de molas exemplifica bem esse conceito.
Um fabricante de molas para sistemas de amortecimento precisa que seus produtos tenham comprimento de 45, com tolerância entre 42 e 48 cm.
Para verificar se estão atendendo a essa especificação o engenheiro responsável retira 50 peças de cada um e elabora um gráfico de distribuição (dot-plot) estratificado pela linha.
Ele percebe que a linha 2 produz peças com qualidade inferior e decide focar os esforços de melhoria nessa linha.
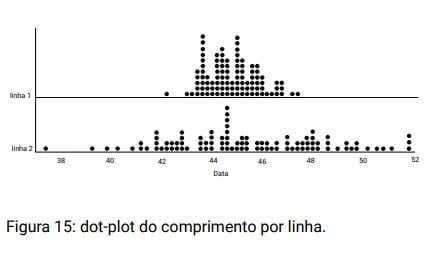
Ou seja, agora com os dados separados em grupos é possível avaliar a qualidade de peças produzidas e sua variação nas duas linhas de produção.